

.jpg)
折弯机模具钣金折弯半径的选择注意事项!
发表时间:2019/05/08 00:00:00 来源:原创 作者:王王 浏览次数:2741
折弯机模具钣金折弯时,在折弯处需有折弯半径,折弯半径不宜过大或过小,应适当选择。折弯半径太小容易造成折弯处开裂,折弯半径太大又使折弯易反弹。
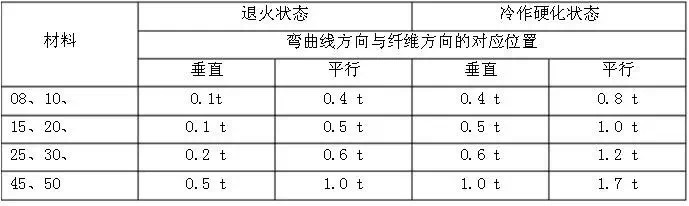
各种材料不同厚度的优选折弯半径(折弯内半径)见下表1-9
![]()
表1-9 最小弯曲半径数值 (mm)
注:表中t为板料厚度。
上表中的数据为优选的数据,仅供参考之用。实际上,厂家的折弯机刀模的圆角通常都是0.3,少量的折弯刀的圆角为0.5,所以,我们的钣金件的折弯内圆角基本上都是0.2。对于普通的低碳钢钢板、防锈铝板、黄铜板、紫铜板等,内圆角0.2 都是没有问题的,但对于一些高碳钢、硬铝、超硬铝,这种折弯圆角就会导致折弯断裂,或者外圆角开裂。
上一篇:对切粒机滚刀使用寿命影响的因素
下一篇:切粒机滚刀的创新之路
查看评论[0]文章评论